La série AD Double Folder rapproche votre atelier de tôlerie d'une étape vers l'automatisation. Son design unique rend la machine ARTITECT flexible et rapide.
 |
 |
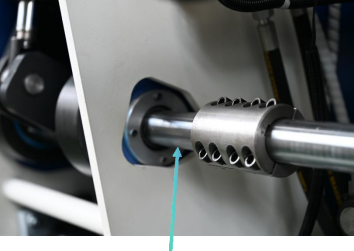
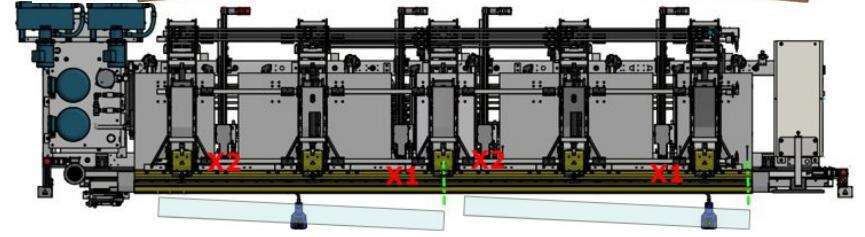
La série AD Double Folder utilise des arbres de transmission de 50 mm sur les deux traverses de pliage et pour le mouvement de la traverse supérieure. Il y a un total de 6 arbres de transmission sur la série AD. L'arbre de transmission garantit le parallélisme des traverses, ce qui est idéal pour former des pièces arrondies et assurer une longue durée de vie à la machine. Les arbres de torsion éliminent le « vrillage » pouvant survenir au fil du temps lorsque les vérins hydrauliques s'opposent mutuellement. Les arbres de transmission permettent d'atteindre des vitesses plus élevées. Tous les arbres pivotent sur des roulements sphériques fermés assurant un mouvement fluide et synchronisé. Aucun mouvement saccadé sur aucun axe pendant le formage.
 |
 |
| Arbres de transmission à commande synchronisée | Le positionnement précis à 0,1 degré près est obtenu en appliquant directement des codeurs rotatifs numériques à valeur absolue sur les arbres de torsion. |
Le mécanisme sur la traverse de serrage est unique. Contrairement aux systèmes des autres fabricants, où la puissance de serrage est appliquée à l'outil de serrage par l'intermédiaire d'une force hydraulique, ARTITECT utilise un mécanisme à coulisse avec verrouillage à point zéro qui garantit que l'outil de serrage maintient fermement la tôle en place. Cela évite également tout serrage excessif du bras supérieur.
Les caractéristiques combinées et la géométrie de l'espace de travail de l'ARTITECT AD rendent cette machine encore plus unique et flexible. Chacun des avantages listés ci-dessous a été spécialement conçu pour offrir une machine polyvalente adaptée à différentes applications.
Le pliage dynamique permet le déplacement simultané de plusieurs axes de la machine. Grâce à cela, les temps de repositionnement et d'arrêt sont réduits au minimum. Grâce au mouvement simultané des outils, un processus de pliage extrêmement fluide et très dynamique en résulte. Au total, ces caractéristiques conduisent à une augmentation significative de la productivité et à une croissance substantielle de la capacité.
|
Durci CROSSEMENTS Le plieur double AD est équipé de liaisons et de broches renforcées sur les deux poutres de pliage, supérieure et inférieure. |
 |
Pour un formage plus précis sur différents types de matériaux, le réglage du rebord est ajustable et standard.
|
Arbre d'entraînement séparé pour s'adapter à l'épaisseur du matériau Avec le système entièrement automatique d'ajustement du rayon, les outils de serrage peuvent être positionnés précisément en fonction de l'épaisseur de la tôle utilisée, permettant ainsi d'obtenir des rayons de pliage parfaits. L'épaisseur du matériau peut être définie dans le contrôleur. La valeur d'ajustement peut également être adaptée en fonction du matériau spécifique, afin de permettre le pliage de rayons plus importants. Le réglage est entièrement hydraulique. Très pratique également pour contrôler le matériau pendant le processus de bordage. |
Arbre d'entraînement pour l'épaisseur du matériau |
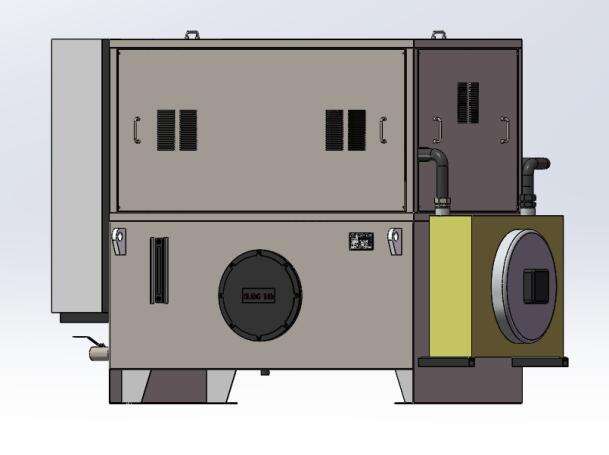
Les hydrauliques ont été développées et conçues spécifiquement pour la série AD par ARTITECT. Chaque axe est contrôlé par sa propre vanne servoproportionnelle sûre. Une vanne de contrôle de pression supplémentaire par système garantit un fonctionnement en circuit fermé à basse puissance. En même temps, la pression pour l'axe respectif est réglée via la vanne. En guise de sécurité supplémentaire, chaque axe est équipé de deux vannes de verrouillage à clapet. Elles assurent que les axes peuvent être arrêtés immédiatement en cas de panne ou de défaillance de la vanne proportionnelle. Chaque axe est ainsi sécurisé trois fois.
|
Station hydraulique |
100 % Vanne Servo-Proportionnelle Numérique |
Le système de pince arrière a une plage de 20 mm à 1250 mm à une vitesse de 250 mm/sec. Nous proposons une pince pouvant être conçue sur mesure pour répondre aux exigences spécifiques du client. Les pinces sont équipées de série d'un serrage par le haut et par le bas afin d'assurer un serrage uniforme des matériaux sensibles. Le système de pince est de type modulaire, ce qui permet un changement rapide si plus d'un type de système de pince est acheté. Les pinces pneumatiques utilisent 6,0 bars d'air.
 |
 |
 |
| Pinces doubles | Système de pince à mâchoire ouverte | Système de pince à mâchoire fermée |
Printemps DoigtPour grands brides ou position inférieure à 12 mm. - entraxe minimal 5 mm - entraxe minimal en forme Z : 10 mm - plage d'entraxe 5 à 1150 mm |
 |
Entraxe conique entièrement automatique, vous permettant de produire des déports latéraux gauche/droite de +/-127 mm. Intégré au contrôle, il vous permet de travailler sans point de référence conique fixe. Le logiciel calcule automatiquement la meilleure position.

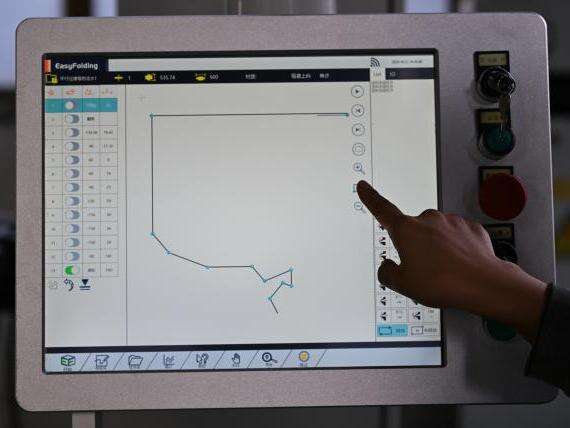
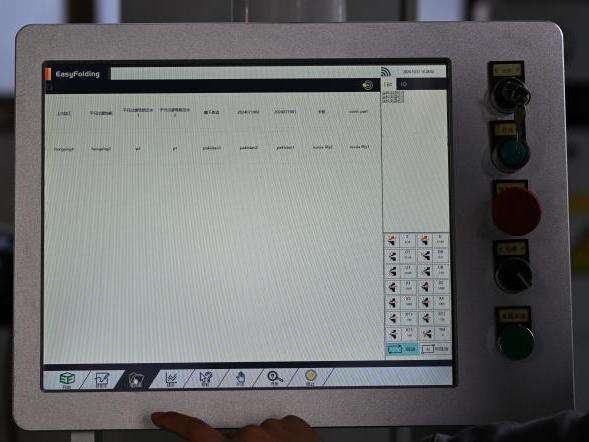
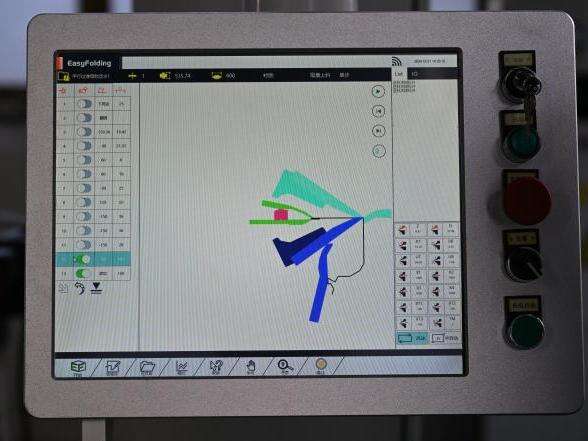
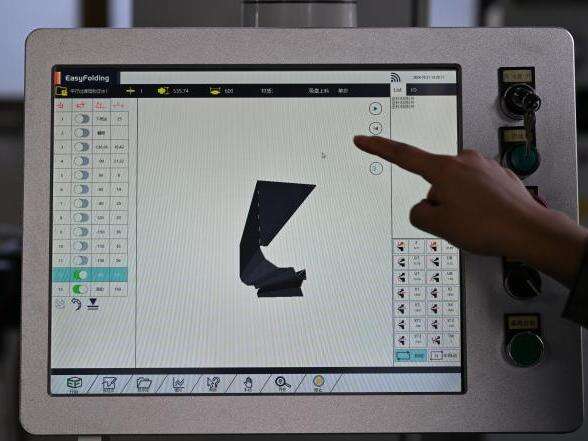
EASYFOLD GRAPIC ContrôleEASYFOLD contrôle 10 axes et gère : type et épaisseur des matériaux via une bibliothèque, dimensions de la tôle, position du butée arrière, angle de pliage, hauteur d'ouverture du coulisseau supérieur, correction d'angle, tableau de données et pressions de serrage. Autres fonctionnalités : » Programmation par profil sur écran tactile avec séquence de pliage automatique » Classeur avec catégories et catalogue de profils » Mode automatique, semi-automatique et manuel » Gestion de plus de 10 000 variantes de profils » Programme de simulation de collisions » Visualisation 3D des profils » Saisie des données géométriques » Vitesses variables » Fonctions informatiques » Affichage d'état indiquant l'état réel du contrôleur de machine » Circuits de sécurité à 2 canaux » Entrée pour l'étalonnage du point de référence » Entrées de configuration pour les paramètres de contrôle » Gestion des données via USB ou réseau (LAN/Wi-Fi) » Importation des données DXF et interface » Maintenance à distance |
Dessin au doigt
Gestion des profils
Simulation de collision
visualisation 3D |
En mode automatique, l'opérateur est protégé par le scanner laser. En mode semi-automatique et manuel, le scanner infrarouge ne fonctionne pas. Lorsque la tôle est placée dans la machine et que l'opérateur quitte la zone dangereuse, la machine se met en marche uniquement après avoir appuyé sur le bouton de confirmation. Si une personne ou un objet pénètre dans la zone de sécurité, le scanner laser arrête immédiatement la machine.
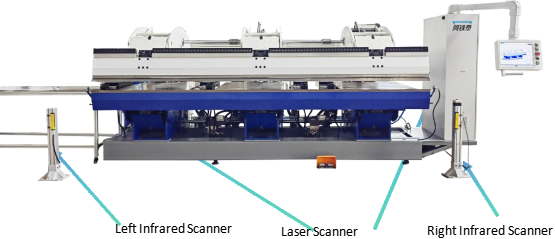
Le scanner laser fonctionne uniquement en mode semi-automatique ou manuel. Il ne fonctionne pas en mode automatique lorsque le scanner infrarouge est actif.
L'émetteur et le récepteur de l'équipement de surveillance laser sont montés sur les deux colonnes. Si le faisceau laser est interrompu, la traverse de serrage s'arrête immédiatement. Le laser détecte les mains, les doigts, etc. Le laser est désactivé lorsque l'écart de la traverse de serrage est inférieur à 15 mm.
Les lignes de pliage LED fournissent un éclairage, car une bonne visibilité signifie plus de sécurité. Utile en mode semi-automatique.
Permet la manipulation et le traitement de longues feuilles ou de plusieurs pièces simultanément avec un seul opérateur. Cela double la productivité et réduit de moitié le coût de la main-d'œuvre. Extension de 710 mm, plateau en acier inoxydable avec composite multicouche assurant une capacité maximale de charge de la machine. Les tables sont entraînées par servomoteurs, donc entièrement programmables. L'extension est calculée soit en fonction de la largeur de la feuille, soit manuellement par l'opérateur de la machine.
 |
 |
| RETRACTÉ | Étendu |
Automatique Côté Tôle CHARGEMENT DISPOSITIF (en option)Le dispositif intégré de chargement latéral de tôles métalliques établit de nouvelles normes. Les tôles métalliques sont alimentées automatiquement, rapidement et de manière flexible via un guidage linéaire. Le dispositif d’alimentation des tôles métalliques est capable de charger une feuille dans la limite de capacité de la machine. La table descend automatiquement lors du chargement des feuilles. Le chargeur peut alimenter une seule feuille ou plusieurs successivement, par exemple 2 feuilles de 3 m sur une machine de 6,4 m. La position de dépôt de la tôle métallique peut être librement définie dans les paramètres du contrôleur. |
 |
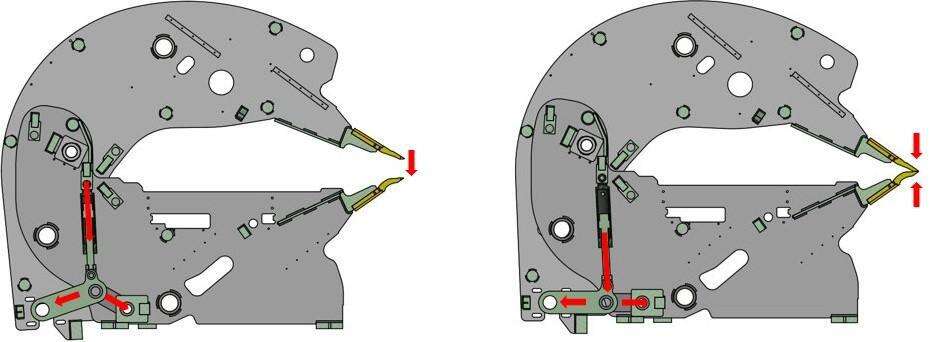
La machine retourne la pièce pour un ourlet double ou saisit l'autre côté de la pièce. Plage de la pièce de 125 mm à 635 mm sans assistance de l'opérateur. Au-delà de 635 mm jusqu'à 1219 mm, l'opérateur n'a pas besoin de retourner la pièce, mais doit aider à maintenir la pièce sur la table après le relâchement des ventouses.
|
Étape 1 |
Étape 2 |
|
Étape 3 |
Étape 4 |
BMS conçoit des profileuses froides de qualité taïwanaise depuis 1998. -30% de coûts pour les lignes d'éclatement et les débobineurs. Vérifié CE/UKCA, confirmation technique en 48h. Chat en direct.
1002, Hualun International Mansion, n°1, Rue Guyan, Xiamen, Fujian, Chine
Droits d'auteur © Groupe BMS de Xiamen. Tous droits réservés. Politique de confidentialité