Серия AD Double Folder приближает ваш цех по обработке листового металла еще на один шаг к автоматизации. Ее уникальный дизайн делает машину ARTITECT гибкой и быстрой.
 |
 |
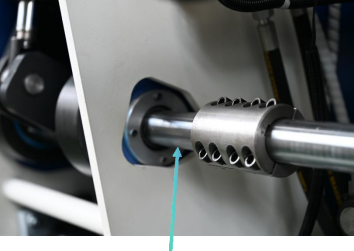
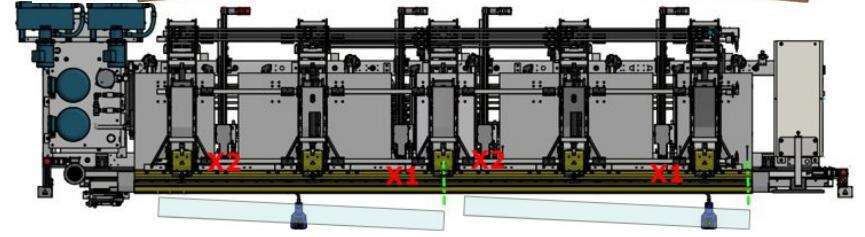
Двойная складывающая машина серии AD использует приводные валы диаметром 50 мм как для складывающих балок, так и для верхней балки. Всего на серии AD установлено 6 приводных валов. Приводные валы обеспечивают параллелизм балок, что особенно важно при изготовлении деталей с радиусом и увеличивает срок службы оборудования. Валы синхронизации устраняют «скручивание», которое может возникнуть со временем из-за противоположного усилия гидроцилиндров. Приводные валы позволяют достичь более высокой скорости работы. Все валы вращаются на закрытых сферических подшипниках, обеспечивая плавное синхронизированное движение. Отсутствуют рывки по любой оси во время формования.
 |
 |
| Синхронизированный приводной вал | Позиционирование с точностью до 0,1 градуса достигается за счет применения цифровых абсолютных энкодеров непосредственно на торсионных валах. |
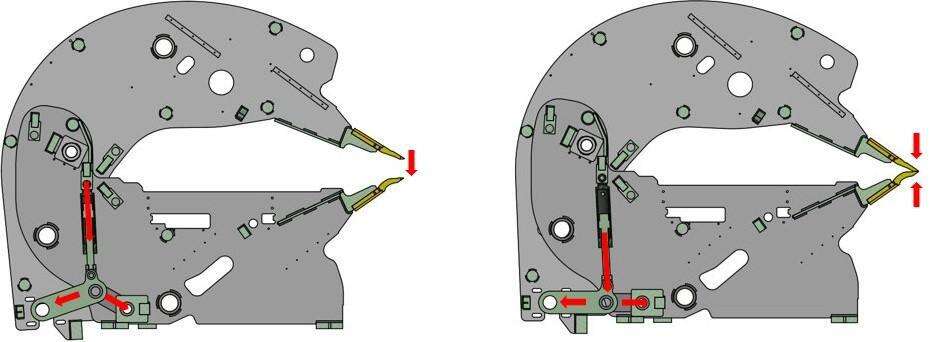
Механизм на зажимной балке уникален. В отличие от систем других производителей, где зажимное усилие передается на инструмент зажимной балки с помощью гидравлической силы, ARTITECT использует кулачковый механизм с замком нулевой точки, который обеспечивает надежное удержание листового металла. Это также гарантирует отсутствие чрезмерного зажима верхней балки.
Комбинированные особенности и геометрия рабочего пространства ARTITECT AD делают эту машину еще более уникальной и гибкой. Каждая из перечисленных ниже особенностей специально разработана для обеспечения гибкости машины при различных применениях.
Динамическое формование позволяет одновременно перемещать несколько осей машины. Это сокращает время переустановки и простоев до минимума. Благодаря синхронному движению инструментов достигается чрезвычайно плавный и высокодинамичный процесс формования. В конечном итоге все эти особенности приведут к значительному увеличению производительности и существенному росту мощности.
|
Сжатые РОДНИКИ Двойная папка AD оснащена закаленными шарнирами и пальцами как на верхней, так и на нижней гибочной балке. |
 |
Для более точного формования различных типов материалов стандартно предусмотрена регулировка коррекции изгиба.
|
Отдельный вал привода регулируется по толщине материала С помощью полностью автоматической системы регулировки радиуса инструменты зажима могут точно позиционироваться в соответствии с используемой толщиной листа, обеспечивая идеальные радиусы сгиба. Толщину материала можно задать в контроллере. Значение регулировки также можно адаптировать под конкретный материал, чтобы обеспечить сгибание больших радиусов. Регулировка полностью гидравлическая. Также отлично подходит для контроля материала во время процесса подгибки края. |
Приводной вал для толщины материала |
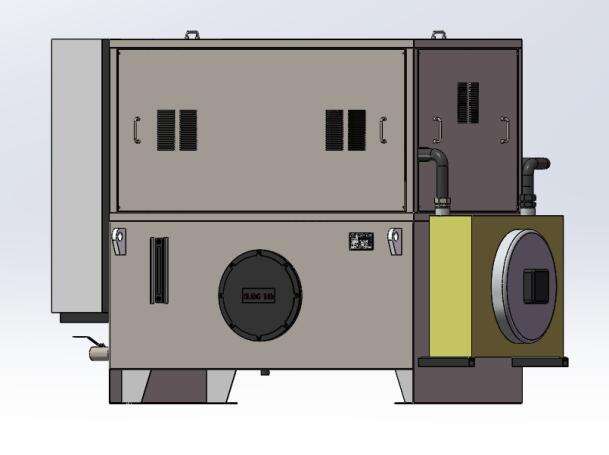
Гидравлическая система была специально разработана и спроектирована для серии AD компанией ARTITECT. Каждая ось управляется собственным безопасным серво пропорциональным клапаном. Дополнительный регулятор давления на систему гарантирует энергоэффективную работу в замкнутом контуре с низким давлением. Одновременно давление для соответствующей оси задается через клапан. В качестве дополнительной меры безопасности каждая ось оснащена двумя запирающими клапанами. Они обеспечивают немедленную остановку осей в случае отключения электроэнергии или неисправности пропорционального клапана. Таким образом, каждая ось защищена трижды.
|
Гидравлическая станция |
100% Цифровой Серво Пропорциональный Клапан |
Система заднего зажимного устройства имеет диапазон от 20 мм до 1250 мм при скорости 250 мм/сек. Мы предлагаем зажимное устройство, которое может быть разработано по индивидуальному заказу для выполнения требований заказчика. Зажимные устройства стандартно оснащены зажимом сверху и снизу, чтобы обеспечить равномерный зажим чувствительных материалов. Система зажимных устройств представляет собой модульную систему, поэтому замена выполняется быстро, если приобретено более одного типа системы зажимных устройств. Пневматические зажимные устройства используют давление воздуха 6,0 бар.
 |
 |
 |
| Двойные зажимные устройства | Система зажимных устройств с открытым зевом | Система зажимных устройств с закрытым зевом |
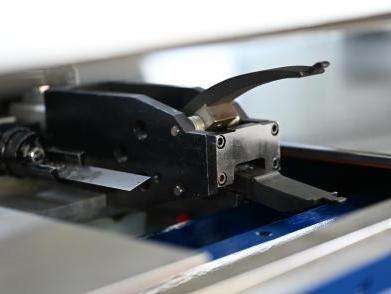
Весна ПалецДля больших фланцев или позиционирования менее чем на 12 мм. - минимальный шаг 5 мм - минимальный размер Z-образного шага 10 мм - диапазон шага 5-1150 мм |
 |
Полностью автоматический конический измерительный прибор позволяет создавать смещение слева направо на +/-127 мм. Поскольку он интегрирован в систему управления, вы можете работать без фиксированной опорной точки конусности. Программное обеспечение автоматически рассчитывает оптимальное положение.

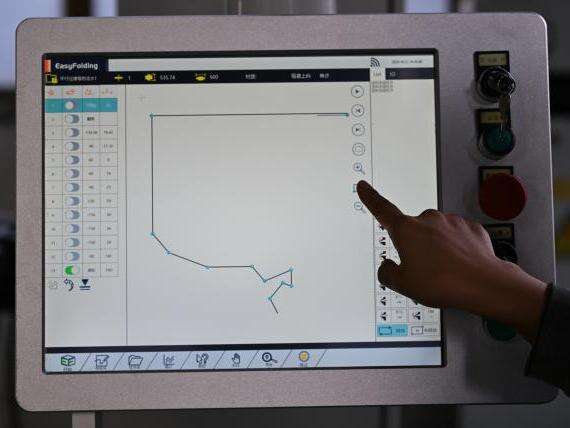
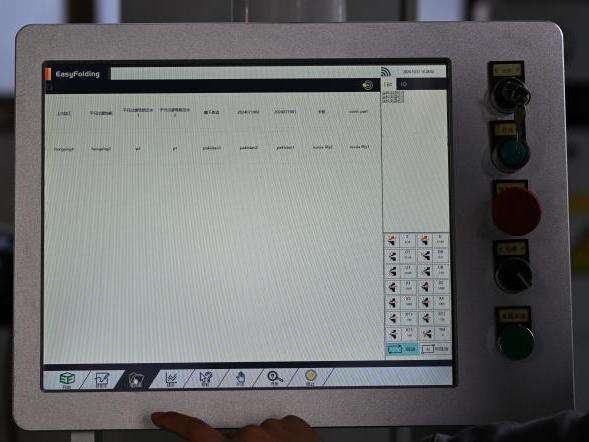
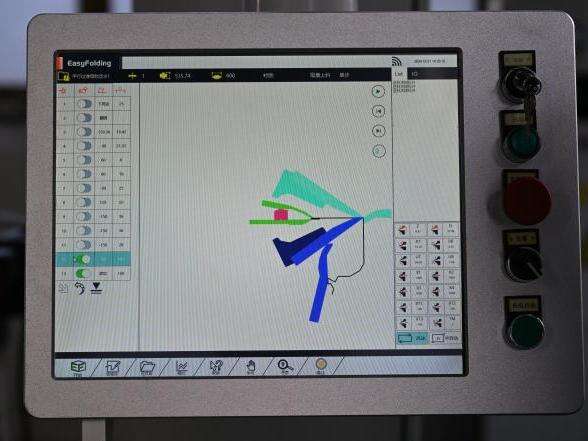
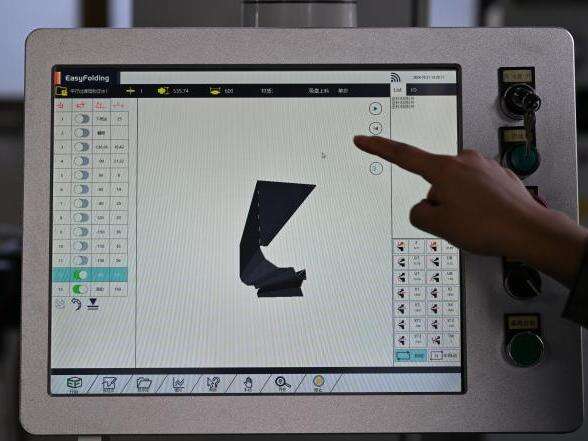
EASYFOLD GRAPIC КонтрольEASYFOLD управляет 10 осями и обеспечивает контроль: тип и толщину материалов через библиотеку, размер заготовки, позицию заднего упора, угол изгиба, высоту открытия верхней балки, коррекцию угла, таблицы данных и давление зажима. Другие функции: » Программирование профилей на сенсорном экране с автоматической последовательностью складывания » Папка с категориями и каталогом профилей » Автоматический, полуавтоматический и ручной режимы » Управление более чем 10 000 вариантами профилей » Программа моделирования столкновений » Визуализация профилей в 3D » Ввод геометрических данных » Переменные скорости » Функции компьютера » Дисплей статуса, показывающий фактическое состояние контроллера машины » Двухканальные цепи безопасности » Ввод калибровки по опорной точке » Конфигурационные входы для параметров управления » Обработка данных через USB или сеть (LAN/Wi-Fi) » Импорт данных DXF и интерфейс » Удаленное обслуживание |
Рисование пальцем
Управление профилями
Моделирование столкновений
3D-визуализация |
В автоматическом режиме оператор защищен лазерным сканером. В полуавтоматическом и ручном режимах инфракрасный сканер не работает. Когда лист загружен в машину, а оператор покидает опасную зону, машина начнет работать только после нажатия кнопки подтверждения. Если кто-либо или что-либо войдет в безопасную зону, лазерный сканер немедленно остановит работу машины.
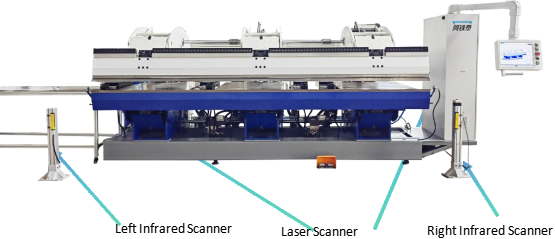
Лазерный сканер работает только в полуавтоматическом или ручном режиме. В автоматическом режиме он не работает, когда активен инфракрасный сканер.
Передатчик и приемник лазерного контрольного оборудования установлены на двух стойках. Если лазерный луч прерывается, поперечина зажима останавливается немедленно. Лазер распознает руки, пальцы и т. д. При зазоре менее 15 мм лазер отключается.
LED-линии изгиба обеспечивают освещение, потому что хорошее видение означает большую безопасность. Полезны в полуавтоматическом режиме.
Позволяет обрабатывать длинные листы или несколько деталей одновременно с участием одного оператора. Это удваивает производительность и снижает затраты на рабочую силу вдвое. Удлинение на 710 мм, верхняя часть из нержавеющей стали с многослойным композитом для полной грузоподъемности машины. Столы приводятся в движение серводвигателями, поэтому полностью программируются. Удлинение рассчитывается либо на основе ширины листа, либо вручную оператором машины.
 |
 |
| ВЫДВИНУТ | Продленный |
Автоматическая Сторона Лист Погрузка УСТРОЙСТВО (опционально)Интегрированное боковое устройство подачи листового металла устанавливает новые стандарты. Листовой металл подается автоматически, быстро и гибко посредством линейного направляющего устройства. Устройство подачи листового металла способно загружать лист до максимальной нагрузки машины. Стол автоматически опускается при загрузке листов. Загрузчик может подавать как один лист, так и несколько последовательно, например, 2 x 3 м на машине длиной 6,4 м. Позиция опускания листового металла может быть произвольно задана в настройках контроллера. |
 |
Машина переворачивает деталь для двусторонней подгибки или фиксирует другую сторону детали. Диапазон размеров деталей от 125 мм до 635 мм без помощи оператора. При длине более 635 мм до 1219 мм оператору не нужно переворачивать деталь, но требуется помогать удерживать деталь на столе после отпускания вакуумных присосок.
|
Шаг 1 |
Шаг 2 |
|
Шаг 3 |
Шаг 4 |
Инженеры BMS производят тайваньские холодные профилировочные станы с 1998 года. -30% стоимость линий раскроя и дешифраторов. Подтверждено CE/UKCA, технический ответ за 48 часов. Онлайн чат.
1002, Международный дом Хуалун, №1, улица Гуйянь, город Сямэнь, провинция Фуцзянь, Китай
Все права защищены. © Xiamen BMS Group. Политика конфиденциальности